
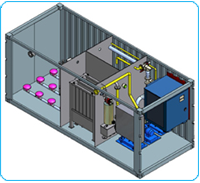
The NABA International designs tailor made and standard Membrane BioReactors units. We build full containerized units with the most innovative membrane and measurement technology on this moment. Our energy consumptions with these units is one of the most feasible, due to our full commitment for nature.
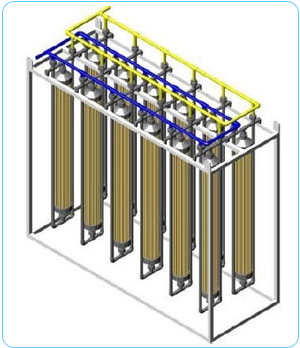
This Hollow Sheet / fibre Membrane Filtration Module (MFM) operates with an exceptionally low pressure differential (TMP) across the entire surface of the membrane. This means that mixed liquor passing across the membrane does not accumulate or adhere to the surface. Mixed liquor flows upwards between the membrane elements while the permeate passes through the membrane sheet. To make sure this mixed liquor circulates effectively, air bubbles are used to create a cross -flow velocity. This also provides a scouring effect. Regardless of configuration, single, double or triple elements on top of each other, air is only added with one single aerator at the bottom.
Modular Sewage Treatment Plant
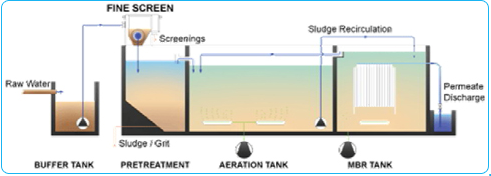
Modular Sewage Treatment Plant The Membrane BioReactor (MBR) is a state of the art pre-engineered sewage treatment system utilizing Pure Aqua’s water treatment expertise with Toray’s submerged membrane technology. The membrane separation process eliminates the conventional sedimentation tank and allows high volumetric loading, resulting in a smaller footprint. The MBR can produce high quality effluent with high BOD5 removal (about 98%), complete nitrification and achieves virtually complete TSS removal. Submerged Membrane Technology The MBR unit uses flat sheet/hollow fibre membranes immersed in the process tank in direct contact with the mixed liquor. Air injected from a manifold at the bottom of the membrane assembly help keep the membrane surfaces clean as well as supply oxygen for biological growth. MBR is equipped with a high level of automation, ensuring the plant’s simple operation and low maintenance cost.

Higher efficiency
Using membranes to separate sludge ensures higher quality treated water free from suspended solids. Membranes can retain activated sludge at high concentrations, resulting in more efficient BOD and nitrogen removal. The membrane has an immense number of minuscule pores delivering stable and high water permeability with minimal clogging and higher permeated water quality.
Modular MBR Advantages
The membranes are submerged directly within the bioreactor. It is typically operated in a considerably different range of parameters for the mean cell resident time and substrate utilization rate than conventional activated sludge processes. As a result, Chempure Modular MBR offers several benefits over the conventional activated sludge process.
Benefits of MBR
- Reduced space requirements
- Increased solids removal (elimination of bulking)
- Pathogen reduction through removal of Cryptosporidium and Giardia
- Increased volumetric loading
- Production of less sludge due to high sludge age
- High SRT which allows the development of slow-growing microorganisms such as nitrifying bacteria
- Retention of high molecular weight organic compounds that can enhance the biodegrading process.
- The modular concept allow for phased construction of wastewater treatment plants and makes it adaptable to a wide range of sizes and low rates. It can be delivered as a containerized unit.
This solution has important advantages such as:
- Factory installed and tested
- No construction works on-site
- Short delivery period
- Easy to relocate
